
سیم پیچ های مختلف سیم پیچ، سیم دوتایی، چند سیم، اندوکتانس ویژه زخم کیک، سیم لعابی موازی، مشخصات مختلف سفارشی
1.jpg)


توضیحات محصول
1. ویژگی ها:مشخصات سفارشی و انواع لایه عایق، و لایه سطحی را می توان با لایه خود چسب پوشاند.
2. محدوده مشخصات:تک خط با مشخصات یکسان اما رنگ های مختلف، مشخصات مختلف و انواع مختلف (محدوده مشخصات تک خط: 0.03mm-0.500mm).
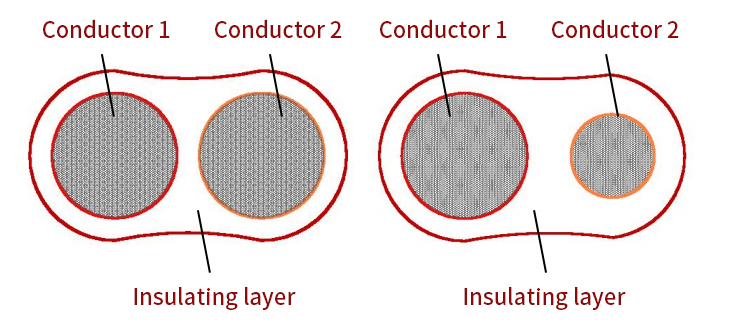
3. کاربرد محصول:این عمدتا در محصولات با تقاضای بالا دو / چند سیم زخم موازی، مانند سلف های ویژه، ترانسفورماتور RF، و غیره استفاده می شود. می توان آن را به دو / سه / پنج جامعه سیم پیچ با رنگ های مختلف و مقاومت / اندوکتانس و سایر پارامترها کاملاً سازگار یا به جامعه های دو / سه / پنج سیم پیچ با مشخصات مختلف اما طول سیم یکسان پیچید.
4. نمودار شماتیک به شرح زیر است:

جریان فرآیند سیم میناکاری شده
1- پرداخت کردن:در یک ماشین لعابی که به طور معمول کار می کند، بیشتر انرژی و قدرت بدنی اپراتور در بخش پرداخت مصرف می شود. تعویض قرقره بازپرداخت باعث می شود اپراتور هزینه زیادی را بپردازد. مشکلات کیفیت و خرابی های عملیاتی به راحتی در اتصالات خط به خط رخ می دهد. روش موثر پرداخت با ظرفیت زیاد است. کلید سود کردن، کنترل تنش است. وقتی کشش زیاد باشد، نه تنها هادی را نازک می کند، سطح هادی روشنایی خود را از دست می دهد، بلکه بر بسیاری از خواص سیم لعاب شده نیز تأثیر می گذارد.
2- کشش:هدف از کشش این است که رسانایی که به دلیل تغییر شبکه در طول فرآیند کشش قالب در دمای معینی گرم می شود، سخت شود، به طوری که پس از آرایش مجدد شبکه مولکولی، انعطاف پذیری مورد نیاز این فرآیند بازیابی شود. در عین حال می توان لکه روغن و روان کننده باقیمانده روی سطح هادی را در طول فرآیند کشش از بین برد تا هادی به راحتی رنگ آمیزی شود و کیفیت سیم میناکاری شده تضمین شود.
3- نقاشی:رنگ آمیزی فرآیند پوشش دادن رنگ سیم میناکاری شده بر روی هادی فلزی برای تشکیل یک لایه رنگ یکنواخت با ضخامت معین است.
4- پخت:مانند نقاشی، پخت یک فرآیند چرخه ای است. ابتدا حلال موجود در محلول رنگ تبخیر می شود، سپس به شکل یک فیلم پخته می شود و سپس رنگ پخته می شود. آلاینده ها در فرآیند پخت تولید می شوند، بنابراین کوره باید فورا تخلیه شود. معمولاً باید از کوره گردش هوای گرم احتراق کاتالیزوری استفاده شود. در عین حال، مقدار تخلیه زباله نباید خیلی زیاد یا خیلی کم باشد. از آنجا که مقدار زیادی گرما در فرآیند تخلیه زباله از بین می رود، بنابراین تخلیه زباله نه تنها باید تولید ایمن و کیفیت محصول را تضمین کند، بلکه منجر به اتلاف حرارت زیادی نیز نمی شود.
5- خنک کننده:سیم لعابی که از فر خارج می شود دارای درجه حرارت بالا، لایه رنگ نرم و استحکام کم است. اگر به موقع خنک نشود، لایه رنگی که از چرخ راهنما عبور می کند آسیب می بیند که بر کیفیت سیم لعاب شده تأثیر می گذارد.
6- روانکاری:روانکاری سیم های لعاب دار ارتباط زیادی با سفتی برداشت دارد. روان کننده مورد استفاده برای سیم میناکاری شده باید بتواند سطح سیم لعاب شده را لغزنده کند، بدون آسیب به سیم، بدون تأثیر بر استحکام قرقره برداشتن و بدون تأثیر بر استفاده کاربر. مقدار ایده آل روغن این است که سیم لعاب شده را لغزنده کند، اما هیچ روغن واضحی روی دست دیده نمی شود. از دیدگاه کمی، 1 گرم روغن روان کننده را می توان بر روی سطح 1 ㎡ سیم لعاب دار پوشانده شود.
7- سیم کشی:هدف از برداشتن سیم این است که سیم میناکاری شده را به طور مداوم، محکم و یکنواخت روی قرقره بپیچید. لازم است که مکانیسم برداشت باید پایدار، با صدای کم، کشش مناسب و آرایش سیم منظم حرکت کند.
پس از آشنایی کامل با فرآیند تولید مفتول لعاب شده، آیا فکر می کنید تولید سیم میناکاری شده با الزامات استاندارد کار آسانی نیست، زیرا هر مرحله از فرآیند مانند پخت یا رنگ آمیزی بر کیفیت سیم لعاب شده تاثیر می گذارد و همچنین تحت تأثیر مواد اولیه، کیفیت، محیط زیست، تجهیزات تولید و سایر عوامل قرار می گیرد، بنابراین کیفیت محصول متفاوت خواهد بود. اگرچه مشخصات کیفی و مارک انواع سیم های لعابی متفاوت است، اما اساساً دارای چهار خاصیت هستند که عبارتند از خواص مکانیکی، خواص شیمیایی، خواص الکتریکی و خواص حرارتی.

2-300x300.jpg)
-300x300.jpg)
1-300x300.jpg)
